 Indonesia
Indonesia
 English
English فارسی
فارسی русский
русский العربية
العربية Melayu
Melayu हिन्दी
हिन्दी


bagaimana bisa kita membantu kamu
Anda dapat menghubungi kami dengan cara apa pun yang nyaman bagi Anda. Kami tersedia 24 / 7 melalui email atau telepon.
hubungi kami
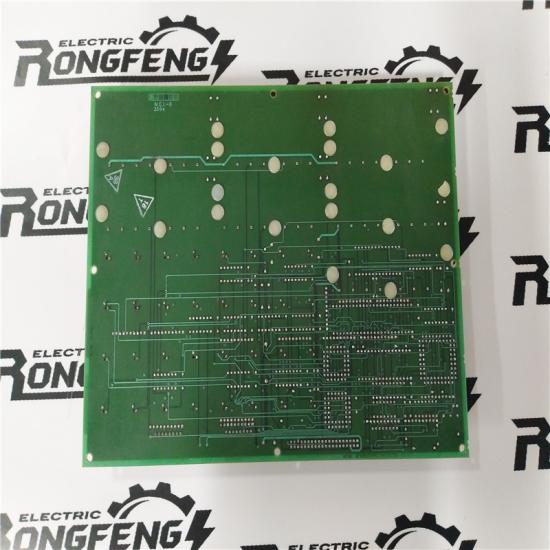
The brick and tile industry produces different kiln types such as tunnel kilns and wheel kilns, but the processes are generally the same. Brick and tile products are made through processes such as raw material and fuel preparation, shaping, drying, and firing. The raw material fuel preparation and molding process mainly generates dust. During the drying and roasting stages, there are both flue gas emissions from the exhaust pipe and unorganized dust emissions. The air pollutants generated mainly include particulate matter, SO2, NOx, and fluoride. In the typical production process of the brick and tile industry, the brick and tile kiln (tunnel kiln and wheel kiln) is the main thermal equipment and the main source of air pollutant emissions.
According to typical enterprise monitoring and on-site surveys and visits, the oxygen content of flue gas during normal production in China's brick and tile industry is generally between 17% and 19%, with some fluctuations due to different operating conditions and production processes. The benchmark excess air coefficient specified in the standard is 1.7, which translates into a benchmark oxygen content of flue gas of 8.6%. This is very different from the actual production process of the brick and tile industry. As a result, the measured concentration of air pollutants generally has to be multiplied by 4 times to be consistent with the emissions. Limit comparison requires that the measured emission concentration must be very low, otherwise it will easily exceed the standard.
In the ceramic industry, which has a similar production process to bricks and tiles, the original "Pollutant Emission Standard for the Ceramic Industry" ( GB 25464-2010) also has the same problem. In December 2014, the former Ministry of Environmental Protection issued a revision of the ceramic standard, which included spray drying. The basic oxygen content of tower and ceramic kiln flue gas has been adjusted to 18% . According to typical enterprise monitoring and on-site surveys and visits , the oxygen content of flue gas during normal production in China's brick and tile industry is generally between 17% and 19%, with some fluctuations due to different operating conditions and production processes. The benchmark excess air coefficient specified in the standard is 1.7, which translates into a benchmark oxygen content of flue gas of 8.6%, which is very different from the actual production process of the brick and tile industry. As a result, the measured air pollutant concentration generally needs to be multiplied by 4 times to be consistent with the emission. Limit comparison requires that the measured emission concentration must be very low, otherwise it will easily exceed the standard.
At present, the roasting process of China's brick and tile industry is basically an internal combustion process. The roasting process requires a large amount of air to provide oxygen to roast the products, thereby producing a large amount of excess air; and during the drying process, in order to ensure that the drying temperature and humidity meet the process requirements, A large amount of air will be added to control the temperature and humidity of the drying room, thereby greatly increasing the oxygen content of the flue gas. So how to identify the dilution of flue gas is to measure the oxygen content in the flue gas. After the oxygen in the air participates in the combustion process, the oxygen content in the flue gas will decrease. As the amount of air mixed in the flue gas increases, Large, the oxygen content in the flue gas also increases.
Pollutant indicators required by the standard = measured pollutant content × conversion coefficient where: conversion coefficient = (21% - benchmark oxygen content) ÷ (21% - measured oxygen content) The actual oxygen content of the mixed gas during normal production of bricks and tiles The amount is between 17.5% and 20.5%, and most of them are around 18.5% and 19.5%. To meet emission standards, we must first reduce the oxygen content in flue gas. The oxygen content in flue gas has a multiple relationship with the converted value of environmental protection indicators. Measures such as improving desulfurization and dust removal efficiency only reduce a few percentage points. When the efficiency reaches a certain level, It is very difficult to reduce the oxygen content of flue gas by even one percentage point. Therefore, when selecting process measures to solve the problem of flue gas compliance, it is the most reasonable and effective technical measure to give priority to reducing the oxygen content of flue gas.
Reducing the oxygen content of flue gas can promote emission standards and is more effective than improving dust removal, desulfurization and purification efficiency. The flue gas produced by ideal fuel combustion should not contain oxygen. Oxygen is consumed during the combustion process. In fact, in order to achieve complete combustion, supply The amount of oxygen is greater than the actual consumption. At the same time, in order to prevent air from being mixed into the flue gas to dilute the emissions, the environmental protection standards stipulate the benchmark oxygen content index ( 8.65% for the brick and tile industry, 6% for the power industry, and 9% for boilers). %, ceramics 18%), the calculation formula of the conversion coefficient is:
Zirconia oxygen sensors can monitor the oxygen content of industrial furnace exhaust gases , adjust the air to fuel ratio, determine the best process conditions, improve combustion efficiency, and result in energy saving effects. A British SST high-temperature zirconia oxygen sensor from Gongcai.com - O2S-FR-T2 is a high-temperature zirconia oxygen sensor with a range of 0.1~100%. It can work in an environment up to 400C and is very suitable for boiler combustion. Control, bacterial culture, composting, fermentation and other fields.
Rod type zirconia oxygen sensor (oxygen probe) O2S-T2/O2S-FR-T2 uses two zirconia disks with a sealed space in the middle. The function of the middle plate is a reversible oxygen line, which sequentially fills the sample gas and evacuates the small space. The other disk is used to measure the oxygen partial pressure difference ratio to obtain the corresponding sensing voltage . The zirconia disk acts as an oxygen; when the gas pump is operating, the required temperature of 700 °C is generated by the heating element. Oxygen has a corresponding relationship between the time it takes to reach the rated minimum and maximum pressures in a small space and the oxygen partial pressure in the environment.
Xiamen Rongfeng Electrical Equipment Co., Ltd. terletak di Xiamen, Provinsi Fujian. ruang lingkup bisnisnya meliputi Cina timur, Cina selatan, Cina utara, Cina barat daya dan bagian lain dunia. suku cadang sistem kontrol DC utama, suku cadang sistem PLC dan suku cadang sistem robot, merek keunggulan: allen Bradley, Bently Nevada, abb, emerson tepuk tangan, Honeywell DCS, Siemens. rockwell ics Triplex 、 FOXBORO 、 Schneider PLC 、 GE Fanuc, Motorola, hima, prosoft dan suku cadang industri impor lainnya, perusahaan selalu berpegang pada filosofi bisnis "integritas, efisiensi, menang - menang dan inovasi", dan melayani setiap yang baru dan pelanggan lama dengan sikap kerja "jaminan kualitas, layanan jujur, pelanggan pertama", mengandalkan harga produk yang kompetitif, persediaan besar dan kualitas yang sangat baik, waktu pengiriman yang cepat dan berbagai konsultasi pra - penjualan, setelah - penjualan layanan, terus menyediakan pelanggan dengan - produk berkualitas tinggi, produk utama banyak digunakan di elektronik, metalurgi, industri kimia, pembangkit listrik, pabrik baja, karet, semen, peralatan mekanik, konstruksi dan industri lainnya.
produk utama, pasokan unggul dan stok yang cukup:
semua merk DCS, suku cadang PLC:
1 : Invensys Foxboro: I / A series system, FBM (field input / output module) sequence control, trapezoidal logic control, accident recall processing, DAC, input / output signal processing, komunikasi data dan pemrosesan.
2 : Invensys Triconex: kesalahan redundan - sistem kontrol toleran, kesalahan paling modern - kontroler toleran berdasarkan struktur triple modular redundancy (TMR).
westinghouse (Westinghouse): sistem tepuk tangan, sistem WDPF, suku cadang sistem MAX1000.
3 : Rockwell Allen - Bradley: ketergantungan Ryan, SLC 500 / 1747 / 1746, MicroLogix / 1761 / 1763 / 1762 / 1766 / 1764, CompactLogix / 1769 / 1768, Logix 5000 / 1756 / 1789 / 1794 / 1760 / 1788, PLC - 5 / 1771 / 1785, dll.
4 : Schneider Modicon: prosesor seri 140 kuantum, kartu kontrol, modul daya, dll.
5 : ABB: suku cadang robot industri seri DSQC (No. 2, no. 3, no. 4, no. S4C, no. S4C, IRC5), bailey INFI 90, dll .:
6 : Siemens (SIEMENS): Siemens MOORE, siemens Simatic C1, siemens CNC system dan sebagainya .:
7 : Motorola (Motorola): MVME 162, MVME 167, MVME1772, MVME177 dan seri lainnya.
XYCOM: I / O, papan VME dan prosesor.
8 : GE FANUC (GE FANUC): modul, kartu, drive, dan suku cadang lainnya.
9 : Yaskawa (ochuan): pengontrol servo, motor servo, driver servo .:
10 : Bosch Rexroth (BOSCH Rexroth): Indramat, I / O module, PLC controller, drive module dan sebagainya.
11 : Woodward (Woodward): pengontrol posisi katup SPC, pengontrol digital PEAK150.
suku cadang untuk sistem robot industri
Keunggulan Merek: Robot abb, Robot FANUC, Robot YASKAWA, Robot KUKA, Robot Mitsubishi, Robot otc, Robot Panasonic, Robot MOTOMAN, dll. Jika perlu, kami dapat menyelesaikan suku cadang atau pertukaran yang rusak. selamat datang untuk menanyakan! Kami akan memberikan Anda layanan terbaik!






 Jaringan IPv6 didukung
Jaringan IPv6 didukung